
Choosing Drill Steel and Rock Drill Bits
Step 1: Determine the Shank Configuration on Your Drill.
The 1st step in choosing the right steel and bits for your rock drill and application would be to determine the shank configuration on your drill.
The smallest common pneumatic drills are a variation of the CP9 and use a one piece bit/drill steel combination called a Whirly Bit.
When you move to the bigger hand held drills, there are only 3 common shank sizes. 7/8 x 3 ¼, 7/8 x 4 ¼ and 1 x 4 ¼. These measurements refer to the diameter of the hex steel (measured across the flats) and the length above the retaining collar. The larger sinker drills will usually run the larger steel but it is not uncommon to have a 55lb drill which is set up for a 7/8 x 3 ¼ shank. You must know which shank configuration you have prior to ordering your drill steel.
Step 2: Determine the Drill and Bit Configuration for Your Rock Drill Shank
Carbide Tipped Whirly Bits:

These bits are actually the bit and the drill steel all in one piece. The shank which goes into the drill, the body of the steel, and a silver brazed carbide tip. The body of the drill steel is actually smaller than the bit to allow cuttings to travel up and out of the hole. Even a 1 shanked 60# class drill can be used to drill a hole smaller than 1 to a limited depth.
Pros
- Small holes can be quickly attained with pneumatic drills. Typically from 5/8 to 1 diameter up to 26 depth but larger/smaller diameters and depths may be available.
Cons
- Cost more than a separate steel and bit.
- The size of the steel decreases with the bit size – so the column strength decreases as well. They will not tolerate off line drilling especially with larger drills.
- Tips are not replaceable. When the bit is worn the entire steel is retired.
H Thread Steel and Bits:
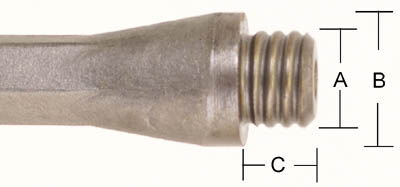
| Thread | Thread Dimensions | Thread Pitch per Inch | ||
|---|---|---|---|---|
| A | B | C | ||
| H | 1 | 1-38 | 34 | 6 |
| D | 1-316 | 1-58 | 78 | 5 |
| E | 58 | 78 | 12 | 6 |
H thread is probably the most commonly used contractors thread due to its versatility and availability. The male thread on the steel is about 1 diameter and about 3/4 long. The steel is typically stocked from 12 to 120 long in all 3 shank configurations. The bits range from 1 3/8 up to 3 diameter in full carbide cross (most common), 1 3/8 to 2 in shallow carbide cross, 1 3/8 to 2 1/4 in button bit bits and 1 3/8 to 2 -5/8 diameter in an all steel bit.
H thread drill steel is usually made from a high carbon steel. It is usually forged, machined, and heat treated to have a wear resistant exterior while retaining a slightly softer core to handle and transfer impact energy. It is a shoulder drive steel which means the skirt of the bit tightens up to the forged/machined shoulder on the steel. The percussive energy is transferred though the steel and skirt of the bit to face shattering the material in front of it.
While H thread steel is the most common contractors thread – it does have its inherent weaknesses. The shoulder drive dictates that the bit must remain tight against the shoulder of the steel. If it becomes loose from the shoulder all of the drills forces are going very small threads on the bit and steel and they will quickly fail. Keep constant down pressure and do not allow the drill to bounce in the hole and H thread should work very well in most hard rock drilling applications.
Standard or Full Carbide Cross Bits:

This bit has 4 large silver brazed carbide inserts that hold up extremely well in production hard rock drilling applications. They hold there gauge well and can be sharpened if they get too dull to be effective.
Carbide Button Bits:

The button bit costs a little more than the Full Carbide cross bit. It has multiple carbide buttons pressed into the face of the bit and may appear to be dull and ineffective at first glance. However, keep in mind, how a percussive rock drills works. Larger hand drills can deliver enough impact energy to make these bits far superior to a cross bit in speed and longevity in the right conditions.
Rope threaded steel and bits:

100 rope (1 rope, R25) and 125 rope (1 ¼rope, R32) are used extensively in underground production mining applications. Many contractors have turned to this type of steel to deliver a longer life, especially in more demanding conditions or when consistently drilling 2 ½ plus diameter holes. The drill steel is normally carburized which is a process of infusing the steel with carbon elements in a furnace. This gives the steel an extremely hard casing while maintaining a lower hardness inside to transfer the impact shockwave. The thread is larger/longer and will bottom out inside the rock bit. This combination is more forgiving in tough drilling conditions. Crowder Supply manufactures a large variety of steel and bit adaptors for larger track drills but it is seldom necessary to move beyond these two threads with hand drills.
Rope thread steels also give you the ability to run drill strings by using extension steels. This gives you the option to drill a deeper hole or to drill longer holes in confined spaces.